It is the simplest and most accurate machine, which is used in production shops. The workpiece is held stationary i.e., clamped in position and the drill rotates to make a hole. It is designed specifically to operate drilling and similar operations.
Drilling machines are classified based on their constructional features and the types of work that are performed by them. The various types of drilling machines are as follows.
1. Portable Drilling Machine
A portable drilling machine is a small compact unit and is used for drilling holes in workpieces in any position, which cannot be drilled in a standard drilling machine.
It may be used for drilling the small diameter holes in large casting or weldment at that place itself, where they are lying. These drilling machines operate at a fairly high speed and accommodate drills up to 12 mm in diameter. There are two types of portable drilling machines, which are as follows.
(i) Hand Drilling Machine
This tool is used mostly by carpenters and in electrical shops for drilling small holes up to 6 mm in size. This machine can accommodate drills up to 10 mm in diameter.
(ii) Breast Drilling Machine
A breast drill machine is used to create holes of various sizes in wood and other materials. These drills are generally powered by a hand crank by holding it with a chest and making a hole up to 12 mm.
It is more capable of making a big hole as compared to any other hand-drilling machine.
2. Sensitive Drilling Machine
It is used for drilling the accurate hole in the workpiece. It is widely used for light works. Its drilling capacity is more than 20 mm. This uses a belt spindle head. The method of feeding this machine into the workpiece is by hand only. Thus, it is upright sensitive. There are two orientations of this machine i.e. bench style and floor style.
3. Vertical Drilling Machine (Ratchet Brace Drilling Machine)
It is an old method of drilling. Normally, flat or square taper shank drills are mostly used. It is used to make big size holes as compared to a hand drill machine. It is used where availability of electricity is not possible such as railway line, fabrication and pillar, etc., as shown in the figure given below.
The vertical post is fixed on its base with one adjustable clamping arm or fixing plate coming out. The base is placed below the railway line or pillar and the screw attached to the clamping arm tight the line or pillar. Over the past, another pressure arm is fixed and below the pressure arm drill, a ratchet brace is set.
The drill is fitted in a socket, which has a square thread on its other end with a hexagonal nut. A ratchet handle is fitted in between the nut and socket so that, the drill can be rotated with its help, i.e., if the ratchet is rotated in the clockwise direction, then the drill rotates and if it rotates in the anti-clockwise direction, then drill does not rotate.
In this way, by rotating the handle forward and backward the hole is made. The hole made up by this machine is not accurate and has very little speed. So, it is not much in use nowadays.
4. Automatic Drilling Machine (Electric Hand Drilling Machine)
It is an electrically operated portable drilling machine, which can operate with both AC and DC supply. It has much more speed than above above-discussed machines and can easily be used to make holes anywhere.
There are two types of electrical drilling machines, which are as follows.
(a) Light Duty
This is also called a pistol-type drilling machine. It has a capacity of up to 13 mm size of drill to hold for drilling.
(b) Heavy Duty
Heavy-duty is used for grinding, sanding, etc., and speed is less as compared to light-duty drilling machines. It has a capacity of up to 25 mm size of drilling.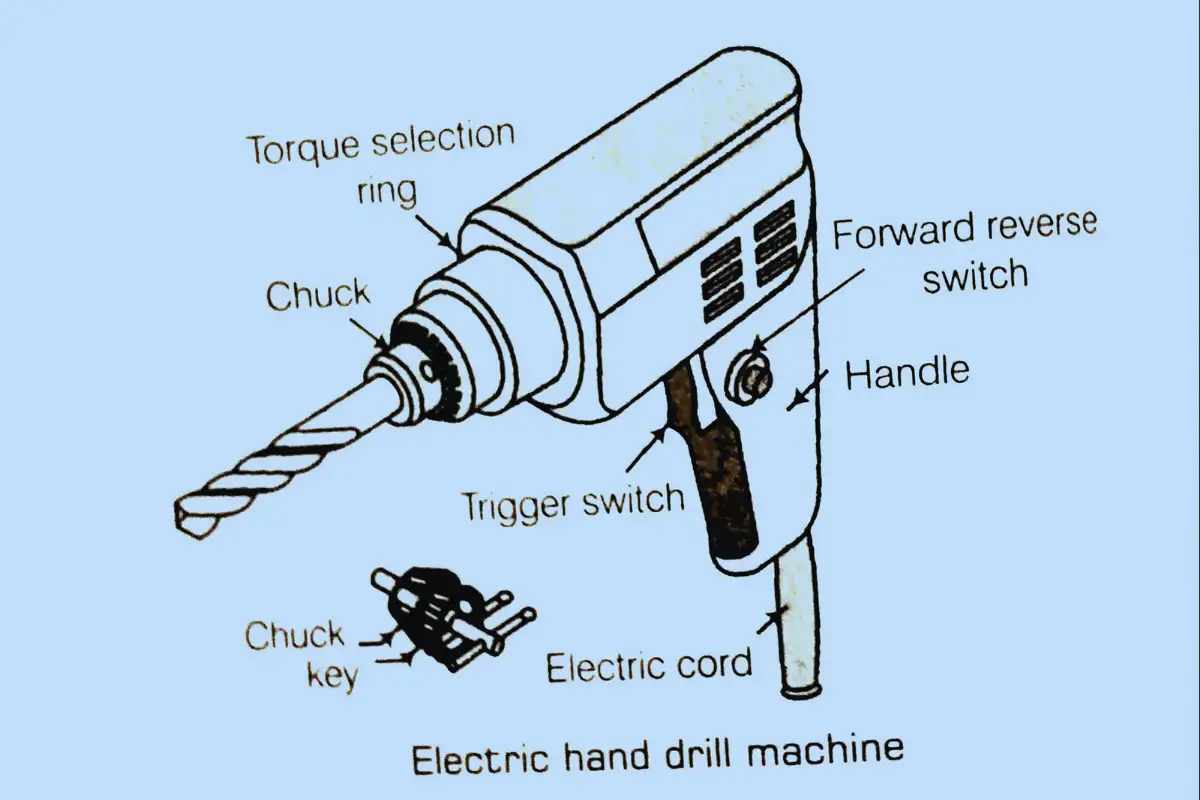
5. Pneumatic Drilling Machine
This machine is operated by air pressure and used for maintenance of the ship because electrical machines cannot workpiece in water.
6. Gang Drilling Machine
In a gang drilling machine, some single spindle drilling machine columns are placed on a single common base and have a common work table.
A series of operations may be performed on the job by shifting the workpiece from one position to another on the work table. This type of machine is mainly used for production work having several successive operations such as drilling, counter sinking, reaming, and tapping.
7. Radial Drilling Machine
The radial drilling machine consists of a heavy, round vertical column supporting a horizontal arm that carries the drill head. The arm can be raised or lowered on the column and can also be swung around to any position over the workpiece and can be locked in any position.
The drill head contains the mechanism for rotating and feeding, the drill is mounted on a radial arm and can be moved horizontally on the guideways and clamped at any desired position.
These adjustments of the arm and drill head permit the operator to locate the drill quickly over any point on the workpiece. The table of the radial drilling machine may be also rotated through 360°. This machine cannot drill the holes of a size more than 50 mm.
Powerful drive motors are geared directly into the head of the machine and a wide range of power feeds are available with a comparison of sensitive and geared manual feeds. The radial drilling machine is used primarily for drilling medium to large and heavy workpieces.
8. Multiple Spindle Drilling Machine
The multiple-spindle drilling machine is used to drill several holes in a job simultaneously and to identical workpieces in mass production of work. This the same pattern of machine has several spindles.
All the spindle-holding drills are fed into the workpiece simultaneously. The feeding motion is usually obtained by raising the work table.
9. Deep Hole Drilling Machine
It has a straight flute drill, which allows the fluid to be injected through the drill’s hollow body to the cutting face. It has a depth diameter ratio of 300: 1.
The coolants provide the lubrication and cooling for the cutting edges and remove the chips from the hole. The speed of drilling depends upon the material to be drilled, rotational speed, and drill diameter. A high-speed drill can cut a hole in cast iron steel at 30 inches per minute.
It is widely used for mold making, die making, and the manufacturing of woodwind musical instruments.
Drilling Machine Accessories
To understand the proper operation of a drilling machine, we must know about the accessories used in a drilling machine. Some of the important accessories are discussed here.
(i) Drill Chuck
Most common devices are used for holding straight shank cutting tools and they contain three jaws that move simultaneously when the outer sleeve is turned.
(ii) Sleeve
The sleeve or quill assembly does not revolve but may slide in its bearing in a parallel direction to its axis. When the sleeve carrying the spindle with a cutting tool is lowered, the cutting tool is fed into the workpiece, when it is moved upward.
(iii) Socket
When the diameter of the taper shank of a drill is more than the hole of the spindle of the machine, a special sleeve is used on the drill, which is called a socket.
(iv) Feed
The feed of a drill is the distance covered by the drill that moves into the job at each revolution of the spindle. It is expressed in millimeters. The feed may also be expressed as feed per minute. The feed per minute. may be defined as the axial distance moved by the drill into the workpiece per minute.
The feed per minute may be calculated as.
F = Fr N
where, F = feed per minute (in mm)
Fr=feed per revolution (in mm)
N = rpm of the drill.
(v) Cutting Speed
The cutting speed in a drilling operation refers to the peripheral speed of a point on the surface of the drill in contact with the workpiece. It is usually expressed in m/min. The cutting speed (c) may be calculated as
Cs = [(22/7) × D × N]/1000
where, D = the diameter of the drill (in mm) and
N = rpm of the drill spindle.
(vi) Drill Drift
It is used for removing the taper shank drills and accessories from the drill press spindle and placing rounded edges up. So, this edge will bear against the round slot in the spindle. Then, use the hammer to tap drift and loosen the tapered shank drill.
Holding Devices of Drill
These devices are used for holding the many types of devices of drill in a drilling machine i.e., a big-sized drill held with the spindle in the shank taper, but a small-sized drill cannot fit in a spindle, it is held by drill chuck. There are four tricks to hold the drill with the machine as follows.
(i) Holding Direct in a Spindle
A spindle of all drill machines has a tapered hole in its edges. Generally, it is a standard Morse taper, having a 1:20 ratio. Morse taper provides the wedging action that helps to fit a drill in a spindle, so it is also called a self-holding taper. It is widely used for the big-size drills. It has a tang in the shank that protects the drill from slipping.
A taper key or drift is used for the existence of a drill. Always use a wooden block in the process of fitting a drill.
(ii) Using Sleeve
In a drill machine, it can hold a special size of drill shank. If it is of a small diameter shank, then it is not fitted in a big size spindle hole, so that, there is the use of a sleeve to grip in the spindle. A sleeve increases the size of a drill. A sleeve has a slot to grip the tang.
(iii) Using Socket
When a taper shank has a large diameter to the machine’s spindle then a special sleeve known as a socket is used. Its upper part is analogous to the taper hole of the drill spindle, while the lower part is analogous to the drill shank. It has a tang that helps to fit in a spindle.
(iv) Using the Drill Chuck or Key
The small-sized drill shank has a straight shape so that it cannot be gripped simply. For griping of these drills, the drill chuck is used. Generally, drill chuck has many types such as three jaws chuck, collet chuck quick change collet chuck, etc., are used in drilling machines.
In the drill chuck, the machine has to stop to grip the drill but in the quick change collet chuck there is no requirement to stop griping or removing the drill.
Job Holding Device
When a rotatory drill is proceeded with drilling a job, then apply a torque on the job and try to move itself, so that, the job should be fixed at a place. Never hold the job by hand or plier, it might hurt.
The job-holding devices are applied according to the shape of a workpiece, these are as follows.
(i) Use of a T-Bolt
It is directly fitted into the T-Slot of the work table. A job is put on the work table and held with the help of a clamp.
The nuts and bolts are used to open and close the workpiece for a long time.
(ii) Use of an Angle Plate
It is used for drilling a thin surface and complex-shaped workpiece. In this technique, firstly an angle plate is fixed at the work table, and then the job is drilled.
(iii) Use of a Drill Vice
It is fixed at the work table with the help of nuts and bolts. After this, the job is clamped by the wooden pieces. It protects the drill vice. The drill vice is available in many sizes in the market.
(iv) Use of a V-Block
It is used to hold the cylindrical job at the work table. In this device, a job is fixed in a V-block and tightened by the clamp.
(v) Use of a Step Block
By this block, there are many different jobs fixed through a single block. It includes many steps with different heights.
(vi) Use of a Jig and Fixture
According to the structure of a job, the holes are done by guiding the drill holding the job. The devices used for this operation are called jigs and fixtures.